



















Двугубый PTFE-сальник Bert 47×30×10 мм (тефлон в стальной гильзе) + втулка 30×24,4×20,4 мм для винтового компрессора, вращение против часовой стрелки
Двугубый PTFE-сальник Bert 47×30×10 мм в стальной гильзе — уплотнение вала винтового блока воздушного компрессора с направлением вращения против часовой стрелки (CCW), состоящее из тефлоновой рабочей кромки (основная герметизация масла) и дополнительной пылезащитной кромки (пыльника), запрессованных в металлическую обойму. Устанавливается в паре с посадочной втулкой 30×24,4×20,4 мм: внешний диаметр втулки (30 мм) соответствует внутреннему диаметру сальника, формируя рабочую поверхность контакта тефлонового лепестка с валом.
Технические характеристики
| Параметр | Значение |
|---|---|
| Бренд | Bert |
| Внешний диаметр сальника (D) | 47 мм |
| Внутренний диаметр сальника (d) | 30 мм |
| Ширина сальника (B) | 10 мм |
| Внешний диаметр втулки (D) | 30 мм (соответствует d сальника) |
| Внутренний диаметр втулки (d) | 24,4 мм (посадка на вал) |
| Высота втулки (h) | 20,4 мм |
| Материал рабочей кромки | PTFE (тефлон) |
| Обойма | Сталь |
| Исполнение | Двугубое (рабочая губка + пылезащитная кромка/пыльник) |
| Направление вращения вала | Против часовой стрелки (CCW) |
| Допустимая окружная скорость вала | не менее 20–30 м/с |
| Стойкость к компрессорному маслу | до +180…200 °C* |
| Способ монтажа | Сухая установка (без смазки рабочей кромки маслом перед запрессовкой) |
| Типовое применение | Винтовые компрессоры (MZB, DENAIR, SCR, JAGUAR, Airstone, Quince и др.) |
*По данным ряда поставщиков PTFE-уплотнений этого класса верхний предел может достигать +260 °C; точное значение для данной модели Bert рекомендуется уточнить у производителя.
Преимущества и сильные стороны
- Точное соответствие направлению вращения (CCW) — исполнение под вращение против часовой стрелки исключает ускоренный износ рабочей кромки, характерный при установке «зеркальной» версии сальника не на тот вал.
- Двугубое исполнение с пыльником — дополнительная пылезащитная кромка предотвращает попадание абразивных частиц и грязи к рабочей губке, продлевая срок службы основного уплотнения масла.
- PTFE вместо резины (NBR/Viton) — тефлон сохраняет эластичность и герметизирующие свойства при высоких температурах, что критично для винтового блока, где резиновые аналоги дубеют и теряют плотность прилегания.
- Комплектная поставка с втулкой — совместная замена сальника и посадочной втулки исключает повторную течь масла из-за уже прорезанной канавки на изношенной штатной втулке.
- Компактный типоразмер под малые винтовые блоки — 47×30×10 и втулка 30×24,4×20,4 мм подходят для компрессоров меньшей производительности, где посадочные размеры отличаются от более крупных серий Bert.
Сферы применения
- Уплотнение выходного вала винтового блока воздушного компрессора малой производительности, со стороны привода, вращающегося против часовой стрелки
- Плановая замена комплекта «сальник + втулка» при капитальном ремонте компактной винтовой пары
- Ремонт компрессорных станций на базе китайских винтовых блоков (MZB, DENAIR, SCR, JAGUAR, Airstone, Quince)
Как правильно подобрать сальник
При подборе сальника для конкретного винтового блока критически важны геометрия, состояние втулки и направление вращения:
- Размеры: проверьте, что внешний диаметр посадочной втулки на валу (30 мм) совпадает с внутренним диаметром сальника, а внутренний диаметр втулки (24,4 мм) — с фактическим диаметром ремонтной поверхности вала.
- Состояние втулки вала (Shaft Sleeve): при долгой работе губка сальника прорезает канавку на металлической втулке; замена только сальника без замены/полировки втулки приведёт к быстрому повторному течи масла.
- Направление вращения вала: сопоставьте направление вращения вашего вала — для данной модели Bert это направление против часовой стрелки (CCW); установка «зеркального» сальника приведёт к быстрому выходу уплотнения из строя.
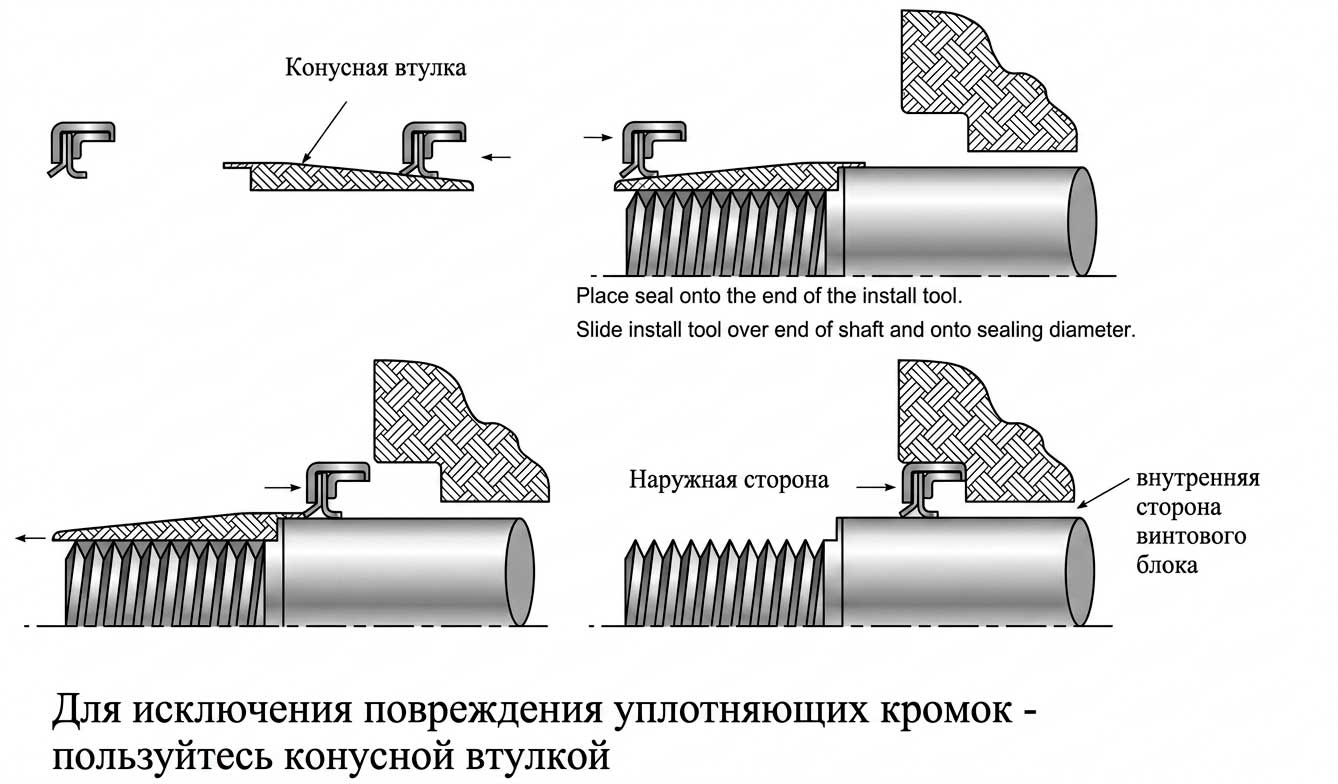
Монтаж:
- PTFE-сальники устанавливаются насухо — без смазки рабочей кромки маслом перед запрессовкой, если иное не указано производителем.
- Обязательно используйте технологическую конусную оправку, чтобы не повредить тонкую PTFE-губку о край вала или шпоночный паз.
- После установки выдержите паузу перед запуском (до 30–60 минут), чтобы тефлон обжал поверхность втулки.
Мнение эксперта
Мнение эксперта: Виталий Болучевский, главный инженер Acvatron, 15 лет в отрасли
«Втулка с высотой 20,4 мм и внутренним диаметром 24,4 мм — типичный признак компактного винтового блока малой мощности, где посадочные места считаются «под десятые доли миллиметра». На такой размерности даже небольшое расхождение критично: если клиент присылает замер без десятых долей («24 мм» вместо «24,4 мм»), всегда прошу перемерить штангенциркулем точнее — иначе можно подобрать не ту деталь. И, конечно, направление вращения — здесь строго против часовой стрелки».
FAQ
Чем этот сальник Bert 47×30×10 отличается от Bert 50×35×10 из предыдущей карточки?
Это разные типоразмеры для разных (более компактных) винтовых блоков — они не взаимозаменяемы; подбор всегда идёт по фактическим размерам вала, втулки и посадочного места в корпусе.
Что будет, если установить сальник с неправильным направлением вращения?
Рабочая кромка потеряет герметизирующую способность в течение короткого времени эксплуатации — тефлоновая губка спроектирована работать именно с конкретным направлением скольжения по валу.
Нужно ли смазывать сальник маслом перед установкой?
Нет, PTFE-сальники монтируются насухо, если производитель не указал иное.
Физика работы PTFE (тефлоновых) сальников кардинально отличается от классических резиновых (FKM/NBR) манжет.
В отличие от обычной резины, тефлон — это относительно твёрдый и неэластичный полимер. Чтобы обеспечивать абсолютную герметичность при скоростях вращения до 30 м/с, ему необходимо сформировать микроскопическую плёнку переноса (Transfer Film) на поверхности вала или втулки.
🔬 Механизм формирования контактного слоя
1. Как это работает «насухо» (правильный монтаж)
-
Микротрение и нагрев: В первые секунды работы компрессора при отсутствии смазки под рабочей кромкой возникнет локальное сухое трение и резкий точечный нагрев в зоне контакта.
-
Перенос материала (Transfer): Под действием температуры и давления микрочастицы тефлона отделяются от губки и заполняют все микрошероховатости и риски на металлической втулке.
-
Контакт «тефлон–тефлон»: На валу образуется гладкая, супергидрофобная пленка из тефлона. В дальнейшем трение происходит не по схеме «металл–тефлон», а по схеме «тефлон–тефлон», что дает минимальный коэффициент трения и идеальное прилегание.
🚫 Что происходит при нанесении смазки при монтаже?
Если перед установкой смазать рабочую кромку или вал маслом:
-
Масляный барьер: Жидкая смазка забивает микрорельеф вала и создает гидродинамическую пленку между металлом и тефлоном.
-
Отсутствие нужной температуры трения: Из-за смазки температура в зоне контакта не поднимается до уровня, необходимого для микропластической деформации PTFE и его спекания с металлом.
-
Проскальзывание вместо «приката»: Тефлоновая губка просто скользит по маслу, так и не сформировав ровный перенесенный слой на валу.
⚠️ Последствия установки на масло
-
Вымывание смазки: Через некоторое время монтажная смазка смывается рабочим маслом компрессора или выдавливается давлением.
-
Образование микрозазоров: Поскольку тефлон не «приработался» к профилю вала, между кромкой и валом остаются микроскопические щели.
-
Течь и быстрый износ: Компрессорное масло под давлением начинает просачиваться через несозревший контактный слой. Кроме того, несформированная кромка начинает локально перегреваться и быстро разрушаться.
Исключение из правил: Наносить жидкую смазку допускается только в том случае, если это прямо указано в сервисной инструкции конкретного производителя блока или на упаковке самого сальника (некоторые бренды поставляют PTFE-сальники со специальной заводской сухой или технологической пропиткой).
Информация о принципе сухого монтажа, образовании «пленки переноса» (Transfer Film) и требовании выдержки перед запуском является стандартом сервисного обслуживания PTFE-уплотнений у всех ведущих мировых производителей.
Основные регламенты и источники, где описаны эти требования:
1. Инструкции ведущих производителей уплотнений
-
Victor Reinz — Инструкции по установке PTFE-сальников
-
Что написано: Производитель прямо указывает, что PTFE-сальники должны устанавливаться абсолютно сухими, без использования масел или смазок. Также указано требование не запускать вал минимум 30–60 минут после установки, чтобы тефлоновая губка обжала поверхность вала.
-
-
Spicer Parts / Victor Reinz (Видео и руководства)
-
Что написано: Подробный разбор технологии монтажа уплотнений вала из тефлона (PTFE) без использования смазочных материалов на рабочей кромке.
-
2. Физика образования «пленки переноса» (Transfer Film)
-
Advanced EMC Technologies — Блог и статьи по PTFE Seals
-
Что написано: Разъясняется механизм трибологии тефлона: при сухом трении на начальном этапе (run-in period) PTFE микроскопически наволакивается на металлический вал, формируя гладкую пленку переноса (transfer film). Использование сторонней жидкой смазки нарушает процесс адгезии тефлонового слоя к металлу.
-
-
TriStar Plastics — Механизмы работы самосмазывающихся уплотнений
-
Что написано: Подробный анализ того, как твердые смазочные наполнители (PTFE, MoS₂) создают трехмерный контактный слой на сопрягаемой детали и почему нанесение внешних консистентных смазок приводит к сбоям в формировании этого слоя.
-
3. Производители компрессорных блоков (Rotorcomp, GHH-Rand и др.)
В сервисных руководствах по капитальному ремонту винтовых блоков (например, Rotorcomp NK/EVO series или GHH-Rand) в разделе «Shaft Seal Replacement» отдельным предупреждением (CAUTION/WARNING) всегда прописывается:
«Do not use oil or grease on the PTFE seal lip during assembly. Install completely dry using the conical fitting sleeve.» («Не используйте масло или смазку на тефлоновой кромке сальника при сборке. Устанавливайте полностью сухим с использованием конусной оправки»).