

Technical Specifications
| Parameter | Value |
|---|---|
| Seal size (d×D×B) | 65×85×12 mm |
| Sleeve size (d×D×h) | 55×65×28 mm |
| Working lip material | PTFE (Teflon) |
| Casing | Steel |
| Design | Double lip (working lip + dust-protection lip/dust wiper) |
| Permissible shaft surface speed | minimum 20–30 m/s |
| Resistance to compressor oil | up to +180…200 °C |
| Rotation direction | Left / right / reversible — selected per specific shaft |
| Installation method | Dry installation (no oiling of the working lip before press-fitting) |
| Typical application | Screw compressors (MZB, DENAIR, SCR, JAGUAR, Airstone, Quince, etc.) |
Where Else This Size Is Used
Beyond screw compressors, the standard 65×85×12 size per DIN 3760/3761 / GOST 8752-79 is common across a number of other assemblies in industrial and transport equipment — in particular, automotive generators, engines and gearboxes, boat motors, machine-tool fleets, and washing machines. It’s important to note: in these applications, a rubber (NBR) seal of the same size is typically used, not the PTFE version — the lip material must be selected separately based on the specific environment (oil, water, temperature), even if the geometry matches.
Advantages and Strengths
- Double-lip design with dust wiper — the additional dust-protection lip prevents abrasive particles and dirt from reaching the working lip, extending the service life of the primary oil seal.
- PTFE instead of rubber (NBR/Viton) — Teflon retains its elasticity and sealing properties at temperatures up to +180…200 °C, which is critical for the screw block, where rubber equivalents harden and lose their seal fit.
- Complete kit supply including sleeve — replacing the seal and support sleeve together eliminates recurring oil leaks caused by the groove already worn into the original sleeve.
- Steel casing — ensures precise fitting geometry in the housing and stable pressing force of the working lip against the shaft throughout the service life.
- Compatibility with common Chinese rotor pairs — the size fits MZB, DENAIR, SCR, JAGUAR, Airstone, Quince, and similar blocks, simplifying selection without disassembling the block for measurement.
Application Areas
- Sealing the output shaft of an air compressor’s screw block on the drive side
- Scheduled replacement of the “seal + sleeve” kit during major overhaul of the screw pair
- Repair of compressor stations based on Chinese screw blocks (MZB, DENAIR, SCR, JAGUAR, Airstone, Quince)
- When the size matches — shaft sealing in other industrial equipment (with the lip material replaced to suit the specific environment)
How to Correctly Select a Seal
When selecting a seal for a specific screw block, three geometric parameters and the condition of the support sleeve are critical:
- Dimensions (d × D × B):
- d — inner diameter (diameter of the shaft repair sleeve, e.g., 30, 35, 40, 45, 50 mm, etc.);
- D — outer diameter for fitting into the housing;
- B — width (height) of the seal (often 8 or 10 mm).
- Condition of the shaft sleeve: during long-term operation, the seal lip cuts a groove into the metal sleeve. Replacing only the seal without polishing or replacing the sleeve will lead to a rapid recurrence of oil leakage.
- Checking operating parameters: be sure to check the permissible shaft rotation speed (minimum 20–30 m/s), resistance to compressor oil at temperatures up to +180…200 °C, and the shaft’s rotation direction (left, right, or reversible).
The Physics of How PTFE Seals Work
The operating principle of PTFE (Teflon) seals differs fundamentally from that of classic rubber (FKM/NBR) seals. Unlike rubber, Teflon is a relatively hard, non-elastic polymer. To ensure a perfect seal at rotation speeds of up to 30 m/s, it must form a microscopic transfer film on the surface of the shaft or sleeve.
Mechanism of Contact Layer Formation
How “dry” installation works (correct method):
- Micro-friction and heating: in the first seconds of compressor operation, in the absence of lubrication, local dry friction and a sharp localized temperature rise occur at the contact zone under the working lip.
- Material transfer: under the effect of temperature and pressure, microscopic Teflon particles separate from the lip and fill all the micro-roughness and scratches on the metal sleeve.
- “Teflon-to-Teflon” contact: a smooth, super-hydrophobic Teflon film forms on the shaft. Subsequent friction then occurs not as “metal-to-Teflon” but as “Teflon-to-Teflon,” giving a minimal friction coefficient and an ideal seal fit.
What Happens If Lubricant Is Applied During Installation?
If the working lip or shaft is oiled before installation:
- Oil barrier: the liquid lubricant clogs the shaft’s micro-surface texture and creates a hydrodynamic film between the metal and the Teflon.
- Lack of the required friction temperature: due to the lubrication, the temperature at the contact zone doesn’t reach the level needed for the micro-plastic deformation of the PTFE and its sintering to the metal.
- Slipping instead of “running-in”: the Teflon lip simply slides on the oil, never forming an even transferred layer on the shaft.
Consequences of Installing With Oil
- Lubricant washout: after some time, the installation lubricant is washed away by the compressor’s working oil or squeezed out by pressure.
- Formation of micro-gaps: since the Teflon hasn’t “run in” to the shaft’s profile, microscopic gaps remain between the lip and the shaft.
- Leakage and rapid wear: compressor oil under pressure begins to seep through the immature contact layer. In addition, the unformed lip begins to overheat locally and degrade quickly.
Exception to the rule: applying a liquid lubricant is permitted only if this is explicitly stated in the service instructions of the specific block manufacturer or on the seal’s packaging (some brands supply PTFE seals with a special factory dry or technological impregnation).
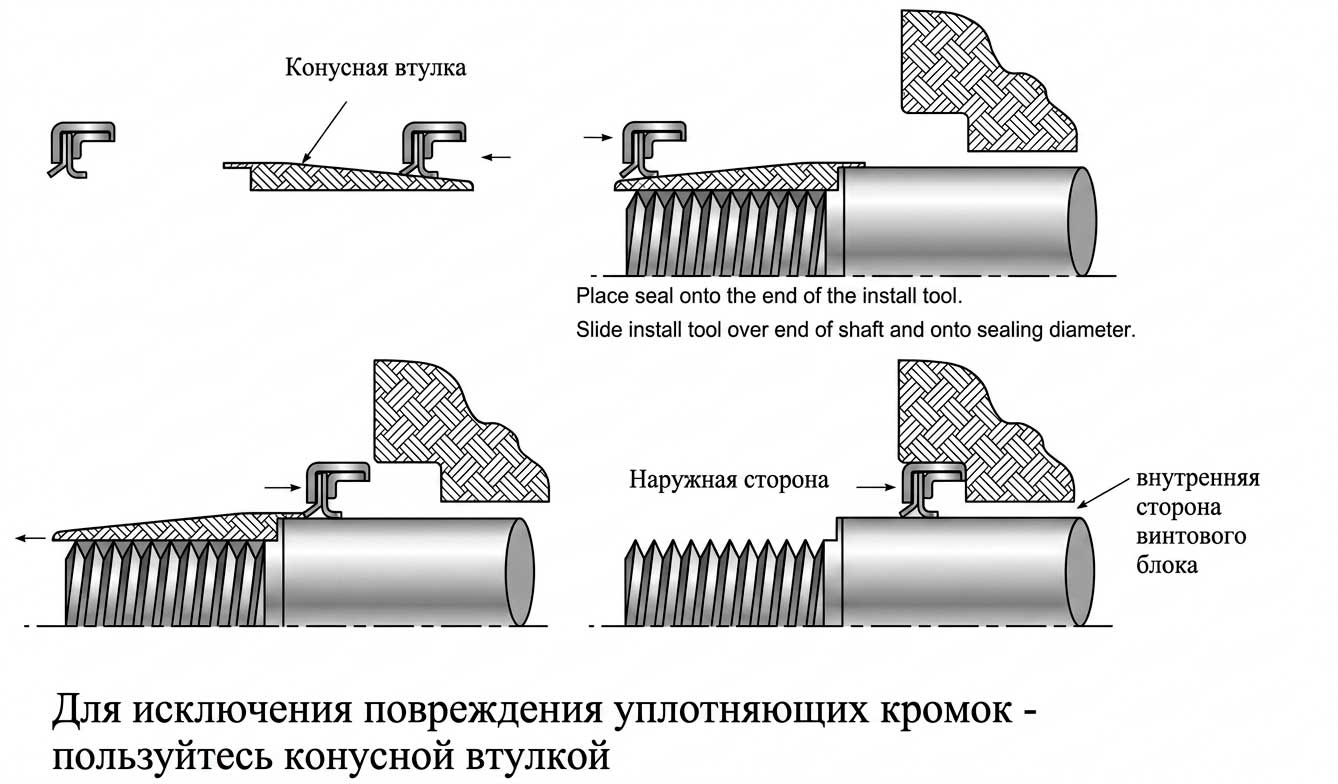
The principle of dry installation, the formation of the “transfer film,” and the requirement for a waiting period before startup are a service standard for PTFE seals across all leading global manufacturers — including in major overhaul service manuals for screw blocks such as Rotorcomp or GHH-Rand, where the “Shaft Seal Replacement” section always contains a separate warning against using oil or grease on the seal lip during assembly, and requires fully dry installation using the technological conical fitting sleeve.
Installation:
- PTFE seals are installed dry — without oiling the working lip before press-fitting, unless the manufacturer states otherwise; otherwise the Teflon lamella will fail to form the correct contact layer on the shaft.
- Always use a technological conical mandrel to avoid damaging or folding over the thin PTFE lip against the edge of the shaft or the keyway.
- After installation, it’s recommended to wait before startup (up to 30–60 minutes) to allow the Teflon to mold itself to the sleeve surface.
Expert Opinion
Expert Opinion: Vitali Bolucevschi, Chief Engineer, Acvatron, 15 years in the field
“The most common mistake when replacing a 65×85×12 seal is installing a new seal onto an old, worn sleeve without checking whether it already has a groove from the previous lip. Even a perfect PTFE seal on a grooved sleeve will start leaking within a couple of weeks. The second thing I always remind people of: no lubricant on the working lip during press-fitting — the Teflon needs to ‘run in’ to the shaft dry, and installation must only be done with a conical mandrel, otherwise the lip folds over on the keyway and the seal fails within the first hours of operation.”
Addressing Objections
“Can I install just the seal, without replacing the sleeve?” — Technically yes, but if the old sleeve already has wear (a groove) from the previous lip, the new seal will leak within a short time — we recommend replacing the complete kit.
“Will this seal fit my block if the brand isn’t on the list?” — Compatibility is determined by geometry (65×85×12 + 55×65×28 sleeve), not just brand; when the dimensions match, the seal fits regardless of the block’s specific manufacturer.
FAQ
Is it mandatory to replace the sleeve along with the seal?
Yes, if the sleeve’s mounting surface already has a groove from the worn lip — otherwise the new seal will quickly leak again.
Does the seal need to be oiled before installation?
No, PTFE seals are installed dry unless the manufacturer states otherwise — lubrication prevents the Teflon from forming the correct contact layer.
How soon can the compressor be started after replacing the seal?
A wait of 30–60 minutes after installation is recommended, to allow the Teflon lip to mold itself to the sleeve surface.